
On the release of E3Ds Revo High Flow nozzles I was the only content creator (i think?) to release a dedicated testing review within a few minutes of the official announcement. Achieving that took quite a bit of effort and a few difficult decisions regarding testing. Not only that, but making an entire video about that testing within 5 days, including the weekend, left very little wiggle room for mistakes. There have been a number of questions about what I did and why I did it, so I want to clear a few things up. There were also some questions on Revo HF so I’ll answer those here too. I’m hoping this article won’t raise further questions but at least being a written piece I can edit it later and add additional information at the bottom if needed which obviously is not possible with a video.
Firstly, if you haven’t seen the video, here it is. Obviously it goes without saying that I recommend you watch it.
Why Rapido?
When I review a product I do my best to be in the mindset of a consumer, potentially at various skill and knowledge levels, but always tyring to consider their thought process, actions and reasoning. After all, I see my responsibility to be to the consumer, not the brand providing products. In that consumer mindset, I think many (but not all, i know) will focus on two things, price and performance, where in this case performance relates almost exclusively to flowrate (mm³/s of melted plastic) and price is obviously just how much you spend. So when I test a product in a comparison like this, I want to test against something that a consumer could be considering as alternative based on those metrics. In this case the Rapido is not only similar price, but also typically used in printers where you might be looking for Revo, Revo HF and other performance products such as Voron and Ratrig machines.
The other aspect to consider is accessibility and timescale. While I am fortunate to have good support from many 3D printing companies that are willing to provide products, this normally requires some negotiation, or in the very least some communication, which takes time. On this occasion I made the decision to work with products already available to me that were accessible immediately rather than start asking for other hot ends for comparison which I would then have to wait on causing delays and stress which I did not have the capacity to handle.
Why did you not test more materials, hotends and temperatures?
For each of these that gets added the time required to conduct the testing, compile the results, and make sensible comparisons increases significantly. You may have seen from other hot end and extruder comparison videos that I prefer to cover all bases, but it’s simply not possible when time is restricted. I chose ABS because I think those looking for high performance at the moment at also quite often those with enclosures printing these kinds of materials and I chose a temperature that suits the material I had available.
Why did you only have 5 days?
That’s just how it worked out. No faults or errors. I’d like more time, but this is what I had available.
When initial communication came though from E3D, it was a surprise. While I knew something HF was coming at some point, I had no idea when. I have multiple projects, public and private, that already had me fully occupied for this time but I made the decision to put those off to work on this knowing that it’s important to get reviews out on time with releases. I have mentioned a few times on twitter recently, particularly in regard to pre-orders and the Creality K1 that you should always wait for reviews before buying. While I do NOT consider E3D to be in the same camp as Creality in any regard, I did want to stand behind my recommendations by providing a review as soon as possible.
Why is 0.4mm Revo HF barely better than a 0.4mm V6 nozzle?
Producing technical and engineering content like hot end performance testing and material properties is a big challenge. On the one hand you have loads of technical engineering terminology and complex processes, while at the same time you need to make an approachable, hopefully entertaining, and informative video. Stefan at CNCKitchen makes this look incredibly easy, but I can promise you it is not. You have to hit the nail on the head every single time so that its both approachable and informative whilst not alienating the viewer, or missing out vital information by over simplification. I always try to strike this balance the best I can, but maybe this time I missed a detail which lead some viewers off course a little.
In my comparison I referred to the V6 nozzle used in the Phaetus Rapido as just a V6 nozzle for most of the video. Even though I did mention my configuration, my reference to just V6 appears to have placed a thought in the viewers mind that this is the performance of the old v6 nozzle in the old v6 hot end, but alas it is not. The Rapido hot end has a melt zone that extends further than the nozzle, a bit like putting a v6 nozzle in a volcano heat block. The result of this is that the performance achieved is greater than what it would be were it just the standard length, this is one of the advantages of the Rapido hot end. Longer melt zone, more surface area, more time for heating, more melted plastic, more flow rate. In my testing the 0.4mm V6 nozzle achieved 22mm³/s, which was the same as 0.4mm Revo HF, yet you would never achieve that flow rate on a v6 nozzle if it was installed in a v6 hotend, it’s only because its installed in a Rapido which extends the melt zone that it was able to achieve this. I believe this is the right way to test because the cost of these two solutions would be similar. But it needs to be understood in that context, assuming that my test with V6 are equal to those done upon release of the V6 hot end is wrong. I tried to avoid comparing these two data points independently because It’s not what I was focusing on for this video. What’s useful is to understand the improvements achieved when adding a high flow technology to an otherwise similar nozzle. For me this was comparing v6 nozzles to CHT (which are also brass), and comparing Revo to Revo HF. I used the Rapido to do this for the reasons explained above.
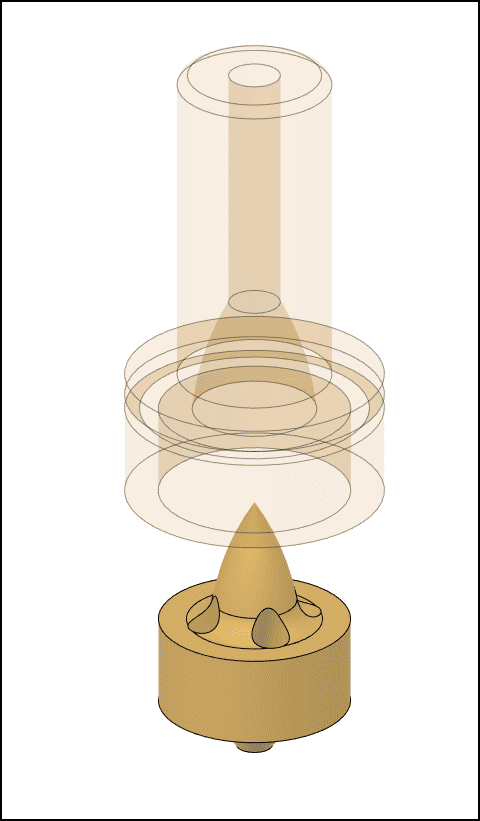
How is Revo actually made?
You’ll have no doubt seen this image a few times now showing a cross section of Revo HF. If you’re like me, one of the first thoughts when you saw this, was how the hell did they make that? It looks totally impossible to machine unless you have a controllable bendy drill with an expanding tip. It did cross my mind that it could have been 3D printed, but when you realise that it is made in two parts, the solution is far simpler. Simple is a relative term here though, I am probably greatly oversimplifying the tolerances and complexities of the manufacturing process but in terms of understanding the principles by which it was made, its quite simple.

The nozzle has two parts. Once you see how they separate, its probably quite simple to see how turning on a lathe could manufacture most of these features, with the addition of 4 holes in the high flow section down to the nozzle tip. I don’t have any confirmation from E3D on geometry or exact details on how its made, I’ve just applied my experiences in manufacturing to make a best estimate and I don’t think my assumptions are far off.
Further Testing
At this current time I do not know when I will have time to do further testing on Revo HF specifically, but I do know one thing. I have been working extensively in the background on a complete extrusion test system, from the ground up, with automation. This will not be ready for a while, so don’t expect to hear much yet, but it is my goal and has been for a long time.